Cum se fabrică BCA (Beton Celular Autoclavizat)? Procesul de producție explicat pas cu pas
BCA (Beton Celular Autoclavizat) se produce printr-un proces tehnologic staționar, controlat în toate etapele, care transformă materii prime naturale — var, ciment, nisip, apă și pulbere de aluminiu — într-un material de zidărie cu structură celulară uniformă, dimensiuni precise și proprietăți tehnice certificate. Procesul de fabricație este automatizat, deșeurile de producție sunt reintegrate în ciclu (zero pierderi de material), iar produsul final este certificat conform standardului european SR EN 771-4 cu marcaj CE. Această pagină descrie complet cele 6 etape ale fabricației BCA, cu parametrii tehnici specifici fiecărei faze.
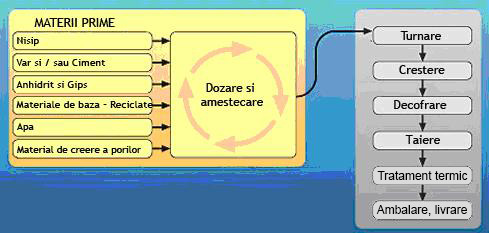
Etapa 1 – Pregătirea și dozarea materiilor prime
Fabricarea BCA începe cu măcinarea și dozarea precisă a materiilor prime în proporții controlate. Materiile prime utilizate sunt:
| Materie primă | Rol în procesul de fabricație | Origine |
|---|---|---|
| Var nestins (CaO) | Liant principal, generează căldură la hidratare, activează reacția cu aluminiul | Calcar calcinat |
| Ciment Portland | Conferă rezistență mecanică inițială, rigidizează masa înainte de autoclavizare | Fabrici de ciment |
| Nisip cuarțos fin sau cenușă de termocentrală | Material silicic — reacționează cu varul în autoclavă formând silicați de calciu (tobermorită) | Cariere de nisip / termocentrale |
| Apă | Mediu de reacție, contribuie la formarea suspensiei apoase și la hidratarea cimentului | – |
| Pulbere de aluminiu | Agent de expandare — reacționează cu varul și apa generând hidrogen gazos care formează porii | Aluminiu metalic fin măcinat |
Dozarea se face gravimetric (prin cântărire), cu precizie ridicată, pentru a asigura uniformitatea produsului final în fiecare șarjă de producție.
Etapa 2 – Malaxarea și turnarea în tipare
Materiile prime dozate sunt introduse într-un malaxor industrial, unde sunt amestecate cu apă până se obține o suspensie apoasă omogenă — un beton ușor în stare fluidă. Această suspensie se toarnă în tipare metalice de mari dimensiuni (forme de tip bloc paralelipipedic).
Un detaliu esențial al procesului: tiparele sunt umplute doar până la jumătate. Spațiul rămas liber este rezervat expansiunii amestecului în etapa următoare — reacțiile chimice vor dubla aproximativ volumul inițial al masei turnate, ocupând complet tiparul.
Etapa 3 – Reacțiile chimice de expandare și formare a porilor
Odată turnat în tipare, amestecul parcurge simultan mai multe reacții chimice exoterme care definesc structura celulară a BCA-ului:
- Hidratarea varului – Varul nestins (CaO) reacționează cu apa formând hidroxid de calciu Ca(OH)₂ și eliberând căldură. Această creștere de temperatură accelerează celelalte reacții.
CaO + H₂O → Ca(OH)₂ + căldură - Generarea hidrogenului gazos – Pulberea de aluminiu reacționează cu hidroxidul de calciu în mediul alcalin, eliberând hidrogen (H₂) în stare gazoasă. Hidrogenul formează bule uniforme în masa fluidă, care se expandează și ridică volumul amestecului.
2Al + 3Ca(OH)₂ + 6H₂O → 3CaO·Al₂O₃·6H₂O + 3H₂↑ - Transformarea hidrogenului – Hidrogenul generat difuzează treptat din pori și se combină cu oxigenul din aer, transformându-se în apă. Porii rămân stabili în masa solidificată.
- Rigidizarea prin hidratarea cimentului – Cimentul Portland se hidratează progresiv, conferind rigiditate masei și stabilizând forma porilor formați. La sfârșitul acestei etape, BCA-ul are consistență suficientă pentru a fi tăiat, dar nu este încă întărit definitiv.
Rezultatul acestor reacții: o structură celulară uniformă în care aproximativ 80% din volumul final al BCA-ului este aer — responsabil pentru proprietățile de izolare termică și greutatea redusă ale materialului.
Etapa 4 – Tăierea cu sârme de oțel
După ce amestecul a atins consistența optimă (suficient de rigid pentru a-și menține forma, dar încă suficient de moale pentru a putea fi tăiat), tiparul este deschis și blocul verde (neautoclavizat) este transportat la mașina de tăiat.
Tăierea se realizează cu sârme de oțel întinse, montate pe un dispozitiv automatizat de precizie. Sârmele taie simultan blocul pe lungime, lățime și înălțime, generând blocurile de zidărie în dimensiunile finale prestabilite.
Avantajele acestui procedeu de tăiere:
- Precizie dimensională ridicată — toleranțe de ±1–2 mm față de dimensiunile nominale, conform SR EN 771-4
- Suprafețe plane și regulate — reduc consumul de mortar la zidire și permit utilizarea mortarului subțire (2–3 mm)
- Zero pierderi de material — resturile rezultate din tăiere sunt colectate și reintroduse în procesul de producție
Etapa 5 – Autoclavizarea (tratamentul termic sub presiune)
Aceasta este etapa definitorie a procesului de fabricație BCA — cea care îi conferă materialului proprietățile tehnice finale și îi justifică denumirea: beton celular autoclavizat.
Blocurile tăiate sunt introduse în autoclave — cilindri metalici rezistenți la presiune, lungi de până la 40 m. Autoclavele sunt sigilate ermetic și se injectează abur saturat sub presiune ridicată.
| Parametru de autoclavizare | Valoare tipică |
|---|---|
| Temperatura aburului | ~180–190°C |
| Presiunea aburului | ~10–12 bar |
| Durata tratamentului | ~12 ore |
În timpul autoclavizării se produce reacția hidrotermală de sinteză a silicaților de calciu — în special tobermorită (5CaO·6SiO₂·5H₂O) — compusul cristalin care conferă BCA-ului rezistența mecanică finală, stabilitatea dimensională și durabilitatea pe termen lung.
Autoclavizarea este procesul care diferențiază fundamental BCA-ul de betonul celular neautoclavizat (BNC sau spumobeton): fără această etapă, materialul nu atinge rezistența, stabilitatea și proprietățile termice caracteristice BCA-ului certificat.
Etapa 6 – Răcire, ambalare și livrare
La finalizarea tratamentului termic, autoclavele sunt depressurizate controlat, iar blocurile de BCA sunt răcite treptat pentru a evita șocul termic. Produsele finite sunt:
- Controlate dimensional și calitativ conform SR EN 771-4
- Ambalate pe paleți cu folie de protecție
- Etichetate cu marcajul CE și declarația de performanță (DoP)
- Depozitate în spații acoperite sau livrate direct pe șantier
Durata totală a procesului de fabricație — de la dozarea materiilor prime până la produsul finit gata de livrare — este de aproximativ 18–24 de ore, în funcție de capacitatea fabricii și de programul de autoclavizare.
Sustenabilitatea procesului de fabricație BCA
Procesul de fabricație BCA are un profil de sustenabilitate superior față de alte materiale de zidărie, din mai multe motive:
- Zero deșeuri de producție — resturile din tăiere sunt 100% reintegrate în amestecul de producție
- Materii prime naturale și abundente — var, nisip, ciment, apă; fără substanțe toxice sau rare
- Consum redus de materie primă per m³ de produs — datorită volumului de aer inclus (~80%), dintr-o cantitate relativ mică de materii prime rezultă un volum mare de produs finit
- Posibilitate de reciclare — BCA-ul din demolări poate fi concasat și utilizat ca material de umplutură sau reintegrat în producție
- Impact indirect pe ciclul de viață al clădirii — proprietățile termice superioare ale BCA-ului reduc consumul de energie al clădirii pe zeci de ani, compensând cu mult amprenta de carbon a producției